Dry Pyrolysis Gasoline (DPG)

DPG™ I & II are pyrolysis gasoline hydrogenation technologies. The pyrolysis gasoline is a major by-product produced in an ethylene plant. DPG I is utilized to saturate the diolefins and acetylenes contained in the pyrolysis gasoline stream. The saturation of the diolefins and acetylene is required prior to using the pyrolysis gasoline as a gasoline blending stock. DPG II is used to saturate the olefins and to remove the sulfur in the pyrolysis gasoline stream. Saturation of the olefins and sulfur removal are required prior to sending the pyrolysis gasoline stream to an aromatics extraction. Both DPG I and DPG II are catalytic hydrogenation processes that occur in separate fixed bed reactors. Fractionation is provided to fit the ultimate configuration required by the desired by-product slate. DPG I and DPG II are the most widely-used pyrolysis gasoline hydrogenation technologies, with more than 50 units in operation or under design.
Production method
Crude oil carried from an oil field is delivered to an oil refining factory. Soon it will be divided to various components from a distillation column. Each component will be divided by boiling point and will have different natures. This means that each product has a different temperature at which it changes from gas to liquid. This procedure is called distillation.
Naphtha is one of the petroleum products that becomes a raw material for petrochemical products.

Naphtha will be thermally decomposed by going through the cracking surface with a high speed of 0.03 – 0.05 of detention time and a temperature of 840 – 920 degrees with large amounts of steam. Acid gas components, such as carbon dioxide and moisture will then be removed from the product. Small amounts of acetylene will be partially hydrogenated and will be changed into ethylene during the procedure. Then it will liquefy components over C2 by cooling compression and separate gaseous methane and hydrogen. Liquefied components will separate ethylene, propylene, and butylene from low temperature rectification. Then butadiene will be decomposed by extractive distillation of C4 fraction. In addition, ethane will be recirculated to a cracking furnace and propane will be used as fuel. Materials such as isoprene and cyclopentadiene will be decomposed by liquid products from C5 fraction. Finally, the remaining C6 – C8 fraction will be pygas.
For benzene, toluene and xylene, they will be decomposed by solvent extraction. After hydro-refining the pygas, the remaining liquefied components will be heavy oil formulation.
This entire procedure will be the main process of the petrochemical industry, and many basic chemical products may be produced. Production will vary depending on the materials and operating conditions, but the ratio of yield for the major products made from Naphtha is as follows: 25% – 31% ethylene, 12% – 16% propylene, 3% – 8% butylene, 4% – 5% butadiene, and 10% – 13% Benzene-Toluene-Xylene (“BTX”). Since a large amount of steam is involved in the procedure, it is also called “steam cracking”.

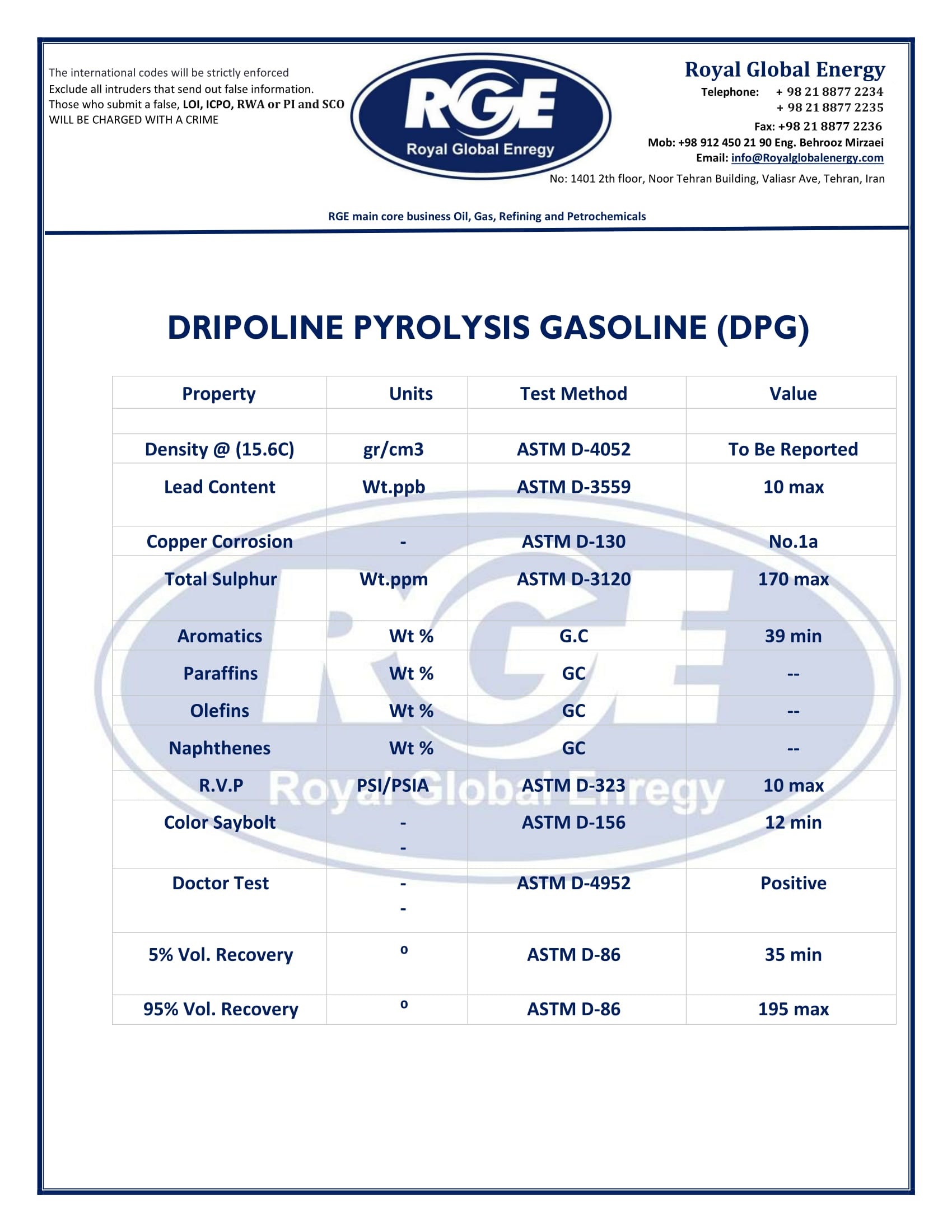
Data Sheet
Other Products


C3+ & C4 Cut & C5 & C9
In a process for the separation of C2+, C3+ or C4+ hydrocarbons from …
















{kind=link}